Robotic Autofocus for Visual Inspection — Presentation Outline
Ratio-Based Velocity Control for Robotic Macro Imaging in Precision Manufacturing
Santoso, Acton, Back, Chen — MACS Lab, University of Washington
Target: ~15 min talk (~13 slides, ~1 min each). Bullets below summarize what to say per slide.
Slide 1 — Title & Motivation Hook
- Robotic autofocus algorithm for visual inspection in precision manufacturing
- Key claim: reaches optimal focus in < 25% of the time of exhaustive hill climb, while holding 2 mm accuracy on textured surfaces / 4 mm on smooth/reflective ones
- Works across multiple focus metrics and 9 materials with no recalibration
Slide 2 — Why Automated Inspection?
- Quality control is critical in aerospace / precision manufacturing: complex geometries, tight tolerances, variable composite materials
- Manual inspection is error-prone — humans miss up to 25% of defects in enterprise-scale tasks
- Automation is faster (< 40% of human inspection time), more accurate (+17%), and cheaper (~40% cost reduction per component)
- High-mix, low-volume sectors (aerospace) have been slow to adopt — motivates this work
Slide 3 — The Autofocus Problem
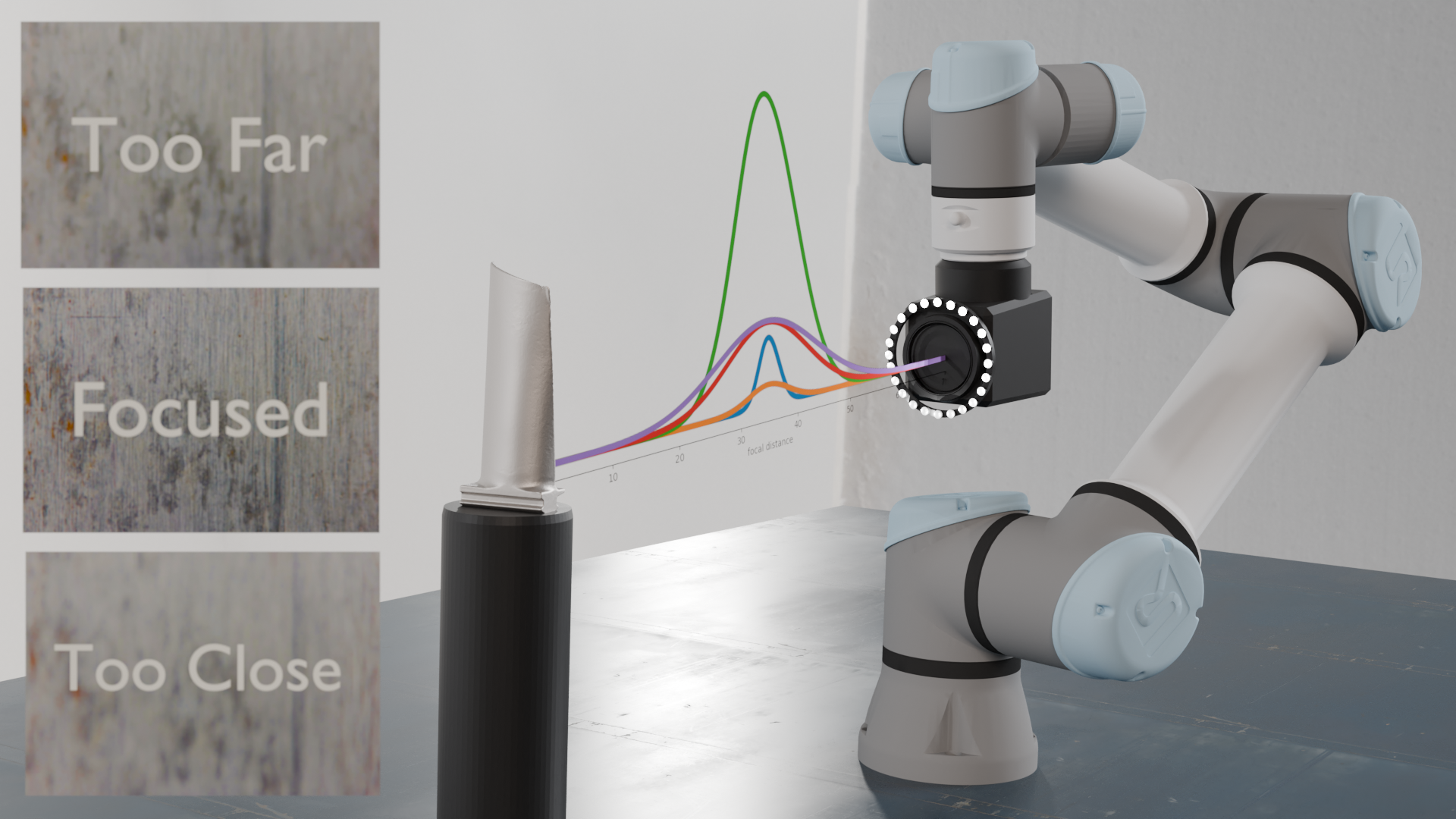
- Focus on visual inspection: low-cost, accessible; goal is consistently sharp images
- Core challenge: maintain accurate focus while preserving constant magnification
- Cannot use in-lens autofocus — it changes focal length → changes magnification → corrupts geometric data for downstream ML/defect detection
- Solution: focus by moving the robot arm, not the lens
- Shallow depth of field on a macro lens makes reliable autofocus essential
Slide 4 — Why Not Standard Optimization?
- Focus Value (FV) curve is non-smooth: extensive flat regions + a narrow peak
- Newton’s method: noise-sensitive, needs a good initial guess, fails in flat/non-smooth regions; no analytic gradient/Hessian for FV
- Bayesian optimization: assumes smoothness, needs per-object/environment tuning, struggles with flat regions and narrow peaks
- Neither delivers real-time, robust autofocus across diverse inspection scenarios
Slide 5 — Our Approach & Contributions
- A data-driven, ratio-based adaptive autofocus framework
- (i) Novel ratio-based robotic autofocus that works across multiple focus metrics & materials without recalibration
- (ii) Comprehensive evaluation of focus metrics under consistent conditions across materials
- (iii) High-precision demonstration: sub-mm on textured, 4 mm on smooth surfaces
- Repurposes ratio control (from mixing applications) — uses the ratio of focus values as the control input, so it’s metric-scale-agnostic
Slide 6 — Focus Value & The Three Metrics
- FV = image sharpness from high-frequency edge content; plotted vs. focal distance → bell curve, peak = optimal focus
- Variance of Sobel — robust to Gaussian noise, but lower sensitivity to fine edges
- Squared Gradient (SG) — more edge-sensitive, but can amplify noise
- FSWM (frequency-selective weighted median) — strong noise robustness + edge preservation, but computationally expensive
- Different strengths → motivates a system that adapts across metrics
- for SG; FSWM uses weighted-median filtering then variance
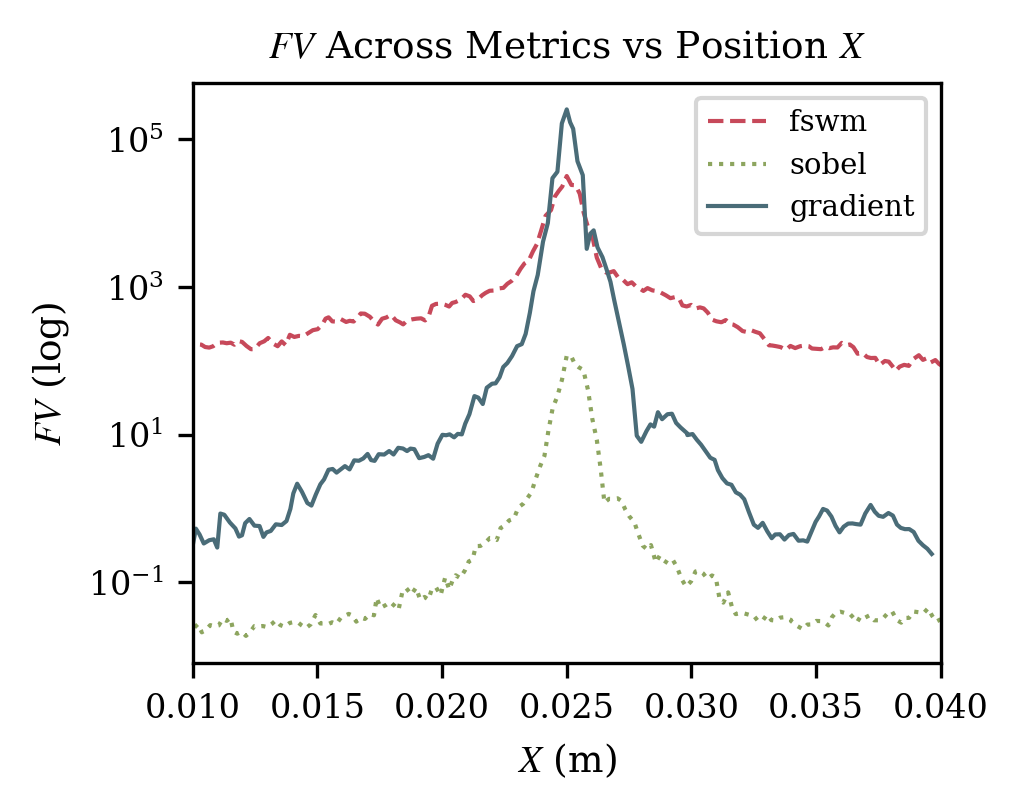
Slide 7 — The Core Problem: Metrics Vary Wildly in Scale
- FV magnitude depends on surface texture (rough steel ≫ smooth carbon fiber) and on the chosen metric
- Direct velocity control on raw FV → constant recalibration; impractical
- Figure: FV across FSWM / Sobel / SG on steel spans orders of magnitude (note: log scale)
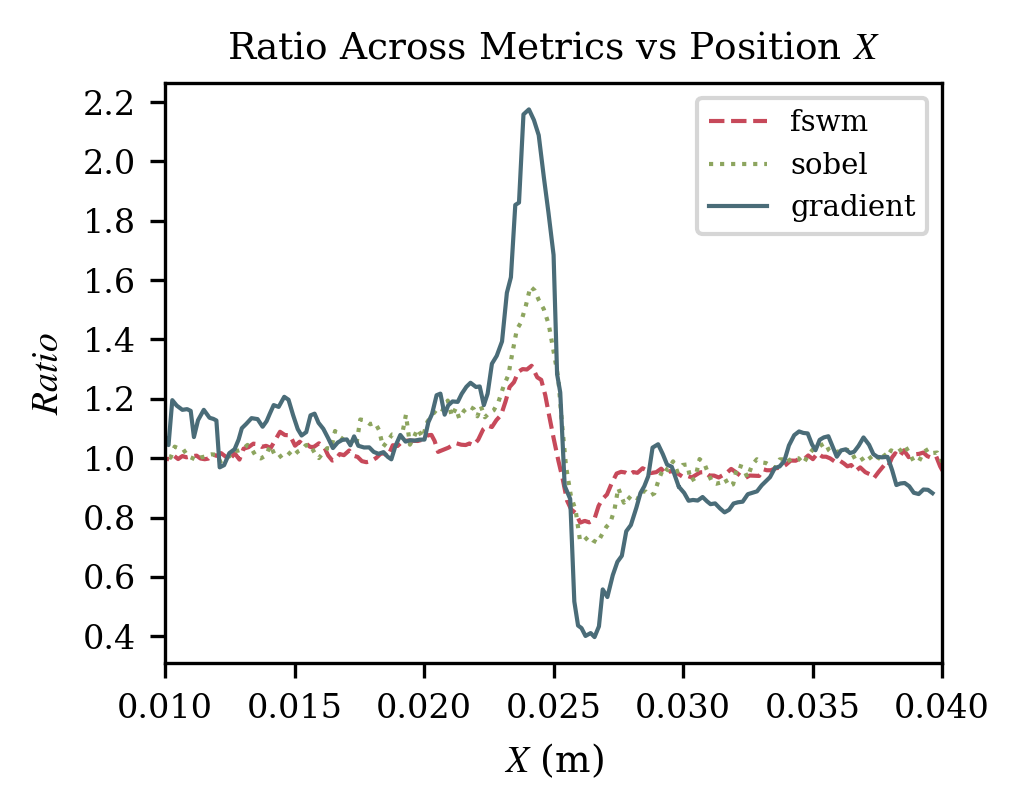
Slide 8 — The Ratio Insight
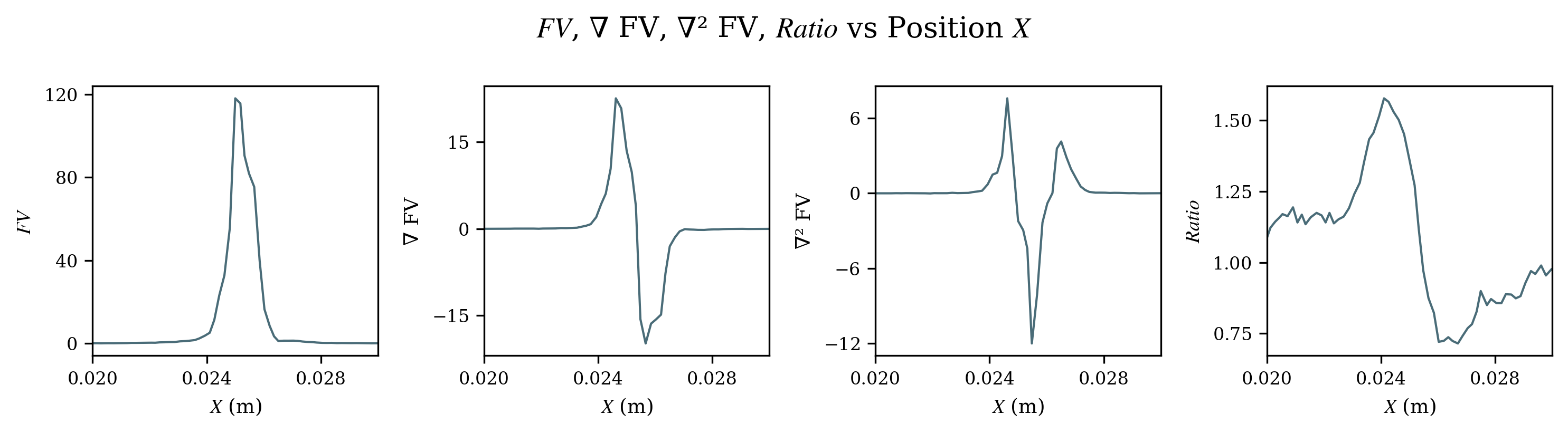
- Instead of raw FV, use the sign of derivatives + a ratio formulation:
- Derivative signs are consistent across metrics → reliable coarse/fine mode switching
- The ratio compresses the dynamic range to a narrow band (r < 10) → one set of parameters works across metrics & materials
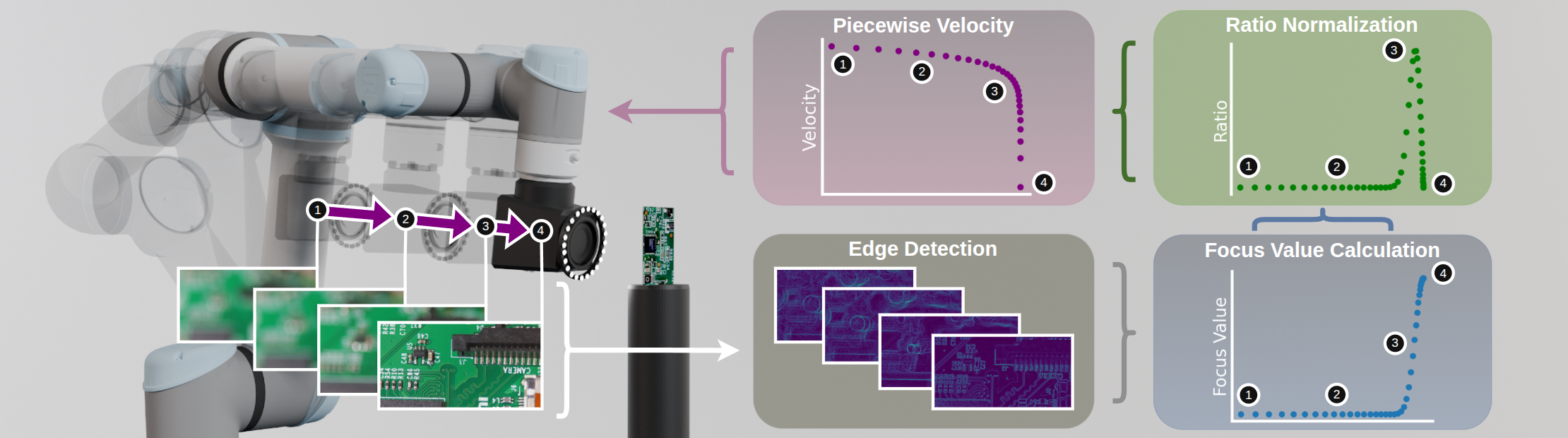
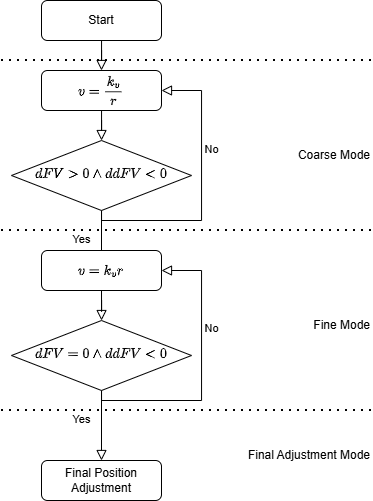
Slide 9 — The Control Algorithm
- Nonlinear velocity control (not discrete position steps) → smooth, responsive robot motion
- Three phases:
- Coarse mode (): → low ratio far away = high velocity, fast sweep
- Fine mode (): → velocity decreases near peak for precision
- Stop / final correction (): settle on stored max-FV position, correct overshoot
- = single unitless gain balancing speed vs. safety
- Starts unidirectional from the far end of the FV curve
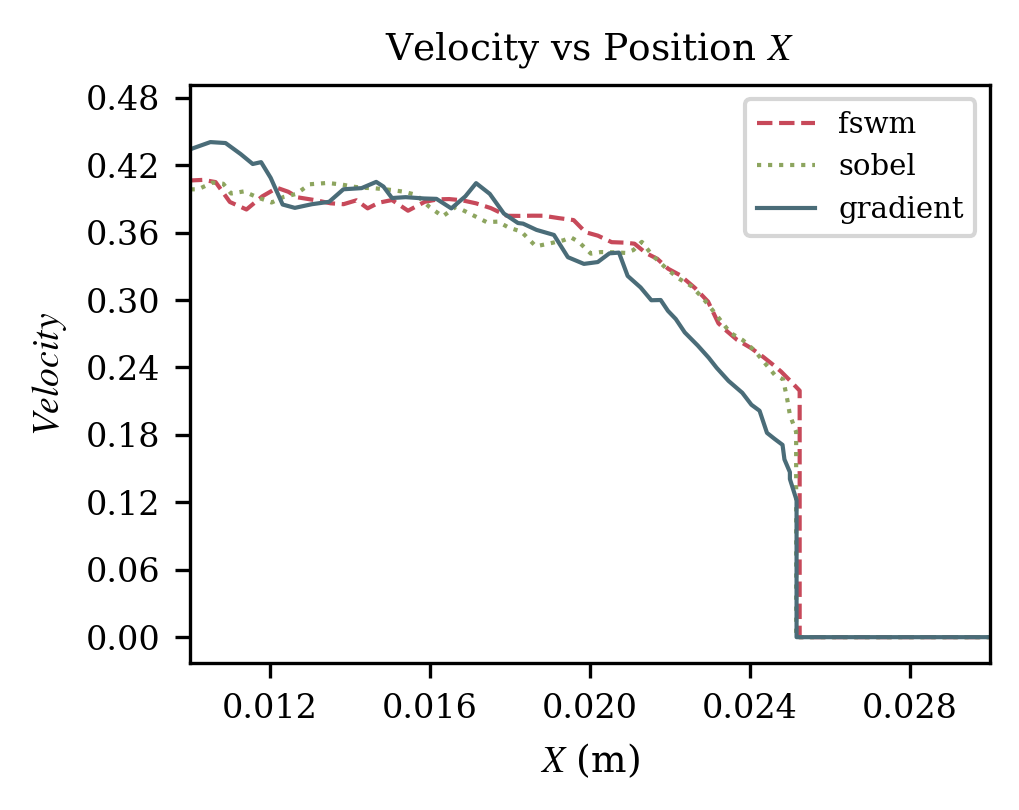
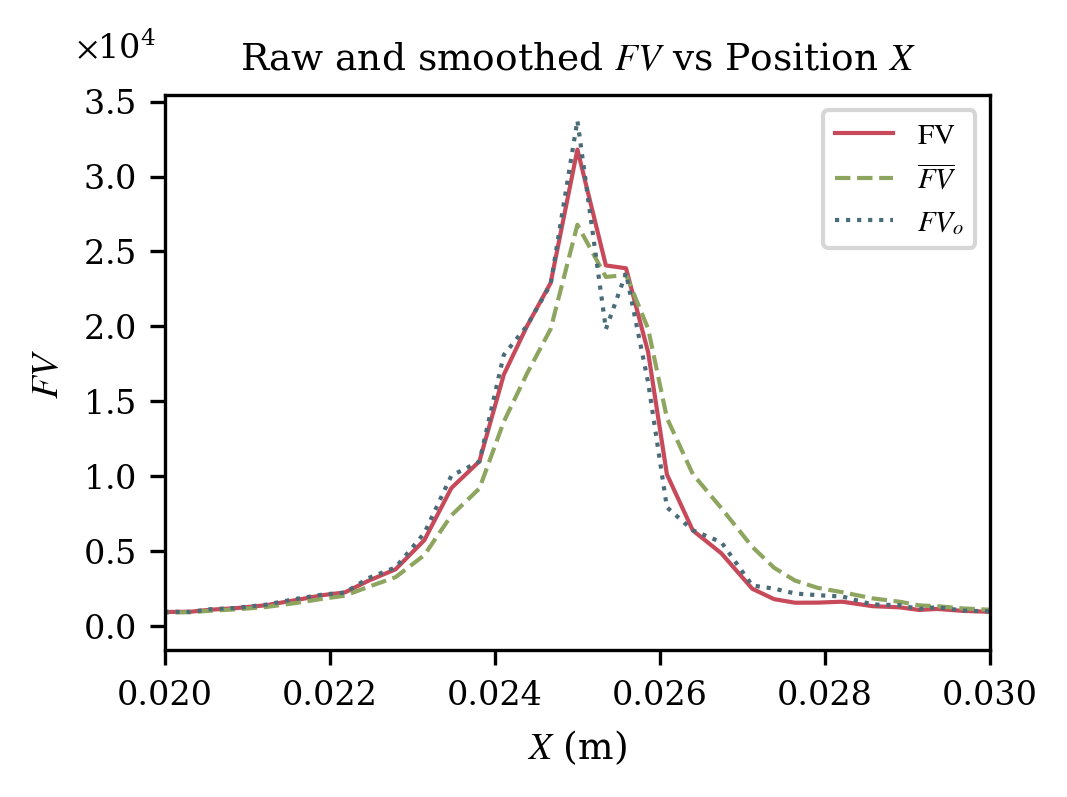
Slide 10 — Handling Noise: DEMA Smoothing
- Surface variation, robot motion, illumination, and sensor noise corrupt raw FV → noisy ratio/derivatives
- Apply Double Exponential Moving Average (DEMA):
- Reduces lag vs. plain EMA, preserves the location of the optimal FV
- Velocity profiles stay consistent across metrics without retuning
Slide 11 — Experimental Setup
- UR5e manipulator + eye-in-hand imaging: Sony IMX477 sensor, macro lens, addressable LED ring
- Magnification 0.18×, ~30 cm focus distance, 30 fps @ 1080p
- ROS2 + MoveIt2 Servo converts real-time velocity commands → joint trajectories
- 9 materials spanning texture/reflectivity: carbon fiber, unpolished steel, PCB, breadboard, foam, PLA, wood, LED strip, solder board
- Benchmark: Exhaustive Hill Climb (EHC) at constant velocity; both use identical fps, start position, distance; ratio , EHC at half

Slide 12 — Results
- Time: > 75% improvement over EHC across all materials and all metrics (~5–6 s vs. ~28–30 s)
- Accuracy:
- Within 2 mm: breadboard, carbon fiber, foam, PLA (near robot’s absolute position limit)
- Within 4 mm: LED strip, PCB, steel, wood, solder board
- Max error: FSWM 1.99 mm, Sobel 3.69 mm, SG 2.97 mm; averages 0.85 / 1.56 / 1.32 mm
- Ratio bound: across everything → compresses FV range by > 90%
Slide 13 — Impact of Material Characteristics
- Convergence speed is largely insensitive to surface appearance (uniform >75% time gain)
- Accuracy depends more on surface finish than on metric choice:
- Reflective / low-texture (steel, LED strip, solder, wood) → weaker gradients → larger error
- Strong intensity variation (carbon fiber) → stronger gradients → better accuracy
- Textured + low-reflectivity (breadboard, foam, PLA) → clearest focus ratios
- DEMA keeps performance robust despite noise; ratio bounds instability across huge FV swings (e.g. SG FV spans 278 → 2.8×10⁵, yet r < 10)
Slide 14 — Conclusion & Future Work
- Ratio-based autofocus reliably works across multiple focus metrics and diverse materials with no recalibration
- Compressing FV into a bounded ratio is the key to robustness in dynamic inspection environments
- Validated on real hardware (UR5e + IMX477 + macro lens) under realistic cycle-time/reachability limits
- Future work: noise reduction for smoother ratio & tunable velocity profiles — especially on smooth/specular surfaces
- Thank you / Questions
Figure inventory (from the paper)
| Slide | File | Paper caption gist |
|---|---|---|
| 1, 3 | new_system_image.png | UR5e + IMX477 + macro lens setup, FV curves along principal axis |
| 5 | algo_render.png | Autofocus control loop; 4-region velocity response |
| 7 | fv_comparison_log.png | Log-scale FV across FSWM/Sobel/SG on steel |
| 8 | ratio_comparison.png | Ratio narrows dynamic range across metrics |
| 8 | FV_dFV_ddFV.png | FV, ∇FV, ∇²FV, ratio vs. position |
| 9 | ratio_paper.png | Control-logic flowchart |
| 10 | smoothed_vel.png | Velocity profiles across metrics |
| 10 | fv_triplet.png | Raw vs. DEMA-filtered FV |
| 11 | coupon.PNG | 9 test materials |
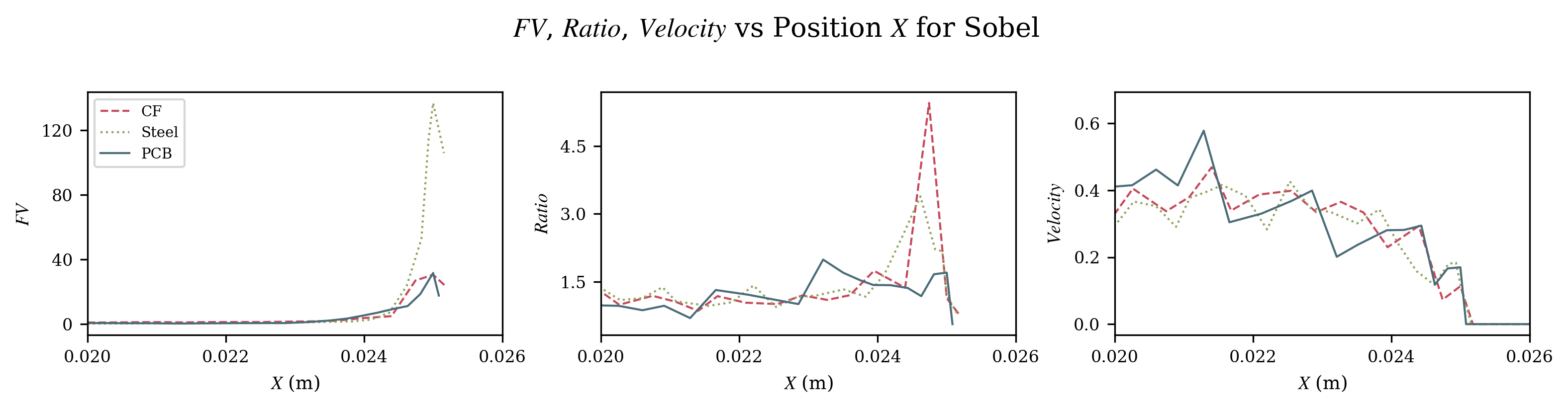
| 12 | results_sobel.png | FV / ratio / velocity for CF, steel, PCB |
Tables (not images): Table I time performance, Table II position accuracy, Table III max ratio vs. FV — recreate as slide tables or pull the headline numbers (Slide 12).